
<兰州>神悦钢材有限公司74602
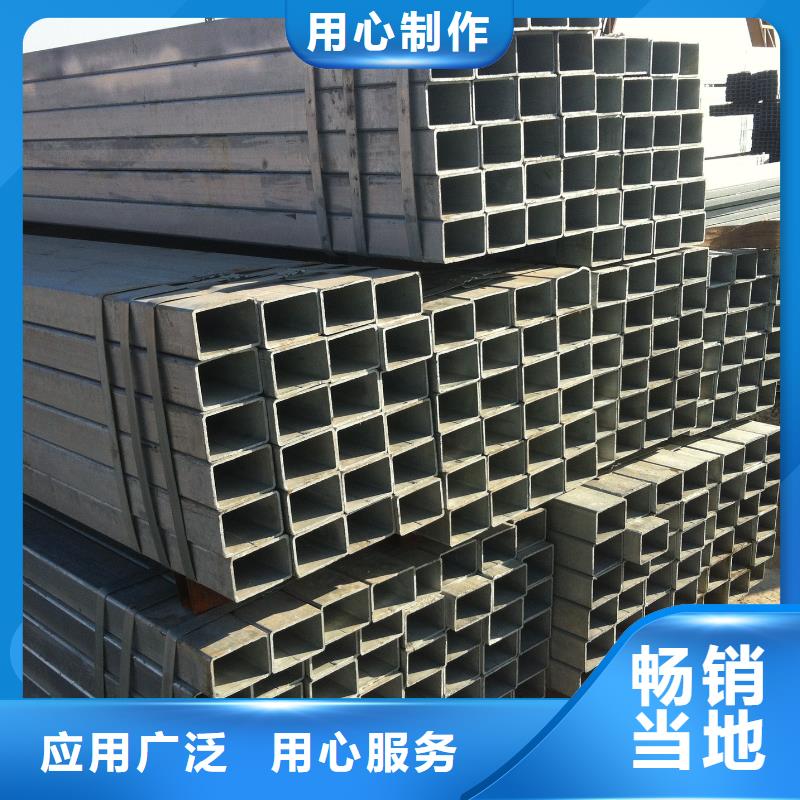
此外,内部的应力腐蚀开裂会破坏表面的过渡膜。因此,兰州镀锌管应对表面进行一定程度的清洁保养,以进一步提高的使用寿命。 碳钢的环境污染:原电池的原理是由于与碳钢零件接触产生的划痕和腐蚀性物质引起的原电池反应。 激光切割:切割渣、飞溅等易生锈的化学物质与腐蚀性物质的粘附产生电化反应,引起光电催化腐蚀。 火焰加热区的成分和合金成分发生变化且不对称,与腐蚀性物质的原电池反应导致原电池原理。 原电池的原理是由于焊接区域的物理缺陷和有机化学缺陷以及腐蚀性物质的原电池反应造成的。 对于一般的,那么你买的无缝钢管和你收到的无缝钢管在型号规格等级上会有很大的偏差。即使在无缝钢管的不同部位,其内径或壁厚也存在很大差异。 这样的管道无疑会在整个应用过程中造成很多问题。 但是,就不同了。 这种无缝钢管对管道的各个部位都有非常严格的规定。 虽然还是不可能的,但每一级管道的规格都符合实际规格。 但是,确实可以将偏差控制在很小的范围内。 在正常情况下,这种偏差并不容易,超过两个标准的企业对于大多数制造业来说已经足够了。
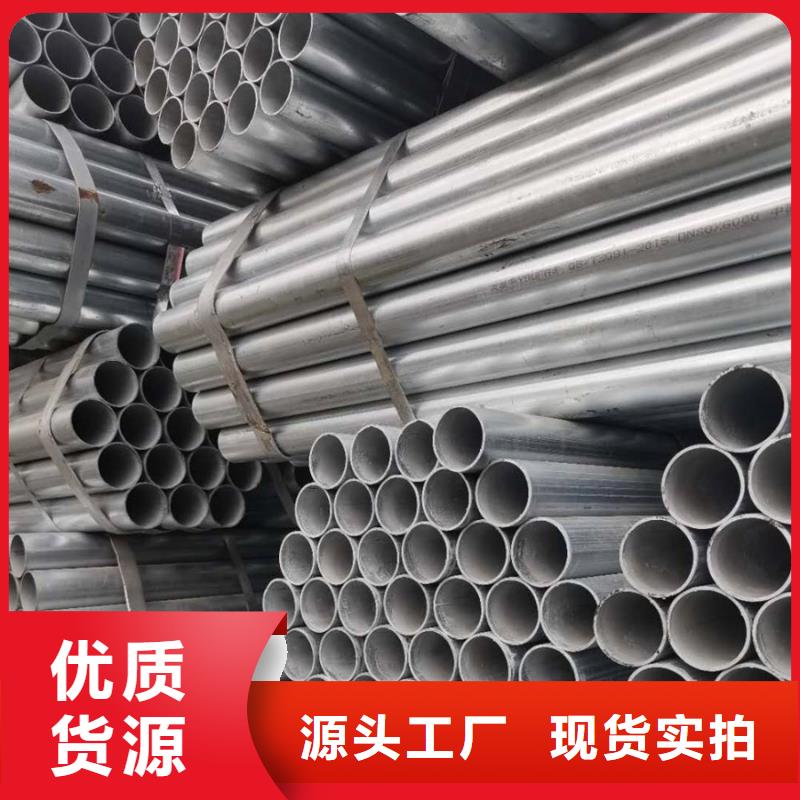
华尔钢镀锌无缝管在投入市场使用前需要进行检测,镀锌无缝管厂采用无损检测。这样,镀锌无缝管的使用情况在检测的时候就会进行检查,由专业的镀锌无缝管质检员进行检验,确保镀锌无缝管的质量。那么具体的镀锌无缝管是如何进行无损检测的呢?对镀锌无缝管焊缝无损检测样品的统计分析结果表明,各种焊接缺陷中出现非穿透缺陷的概率非常大。传统的无损检测技术可以更准确地确定高度不完全穿透缺陷,直接影响管道的可靠性和安全性评价。 兰州镀锌管主要针对小口径薄壁或少或少镀锌无缝管焊缝根部未完全熔透的测高法的超声波工艺缺陷,提出不同坡口人工反射器的应用。接缝未穿透、缺陷高度和误差分析及测试结果、未穿透高度测量等方法提供了处理缺陷的方法。镀锌无缝管是指钢带或钢板弯曲变形形状,如圆形、方形,然后焊接成型材,镀锌无缝管。 兰州镀锌无缝管生产工艺流程短,产量合规性高,型式规范,设备投资少,但一般强度低于镀锌无缝管。不锈钢带钢轧制的迅速发展和焊接和检验技能的提高,焊缝质量不断进步,镀锌无缝管规格增加,镀锌无缝管的替代品类越来越多。镀锌无缝管焊接缺陷的无损检测和定量分析结果非常重要,尤其是对接焊缝不完整的缺陷。

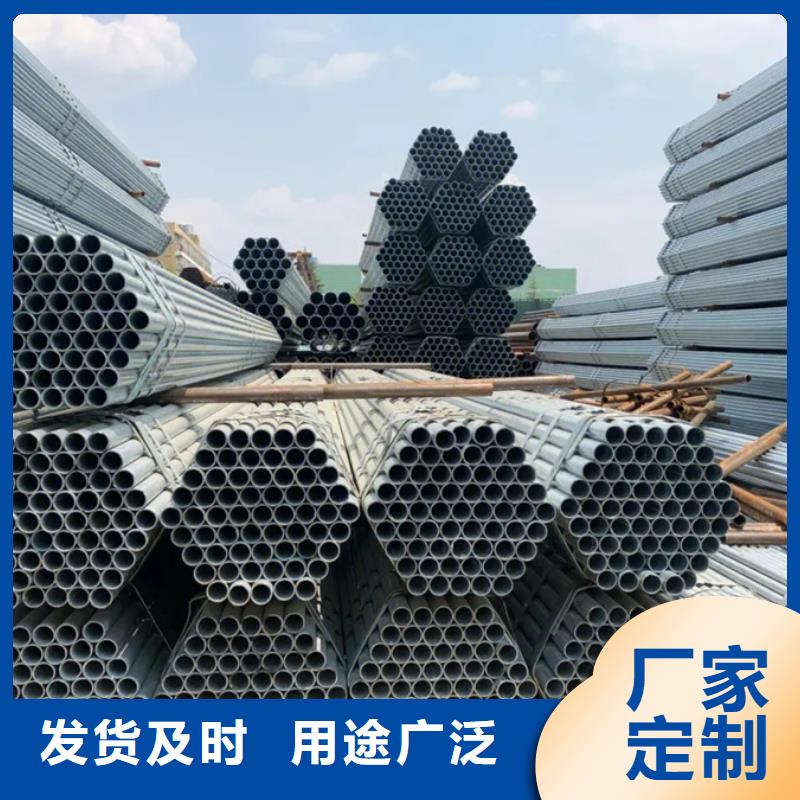
兰州镀锌管高韧性镀锌无缝钢管不允许用阳极除油; 在热处理过程中,严格控制乙醇和丙烷气体的滴加量; 在电镀过程中,碱性镀液或高电流的镀液中透氢量较少。在使用氢扩散率低、氢溶解度低的镀层时,一般认为在Cr、Zn、Cd、Ni、Sn、Pb的电镀过程中,渗入铸铁的氢很容易残留,而 Cu、Mo、Al、Ag、Au、W等镀锌无缝钢管镀层的氢扩散率低,氢溶解度低,渗氢少。在满足产品技术标准的情况下,可选择不易渗氢的涂层,如机械设备热镀锌或无铬锌铝涂层,不易渗 引起碱脆,具有较高的耐腐蚀性,附着力好,比电镀工艺更环保。 电镀原位应力和电镀后脱氢,以消除碱脆的安全隐患。 兰州热浸锌管在热处理、焊接等工序后内部残余地应力很大,则应在电镀前进行淬火处理以解决问题。 淬火去除原位应力实际上可以降低零件的内应力。 减少了捕集器的总数,从而减轻了碱脆的安全隐患。 涂层的厚度是可控的,因为涂层覆盖在标准件的表面,涂层在一定程度上具有氢气向外扩散的天然屏障作用,会阻挡氢气向外扩散到工件表面。 在标准部分之外。 当镀层厚度超过2.5μm时,氢气很难扩散出标准件。 因此,对于强度<32HRC的标准件,涂层厚度可规定为12μm; 对于强度≥32HRC的高强度螺栓,涂层厚度应控制在8μmmax。


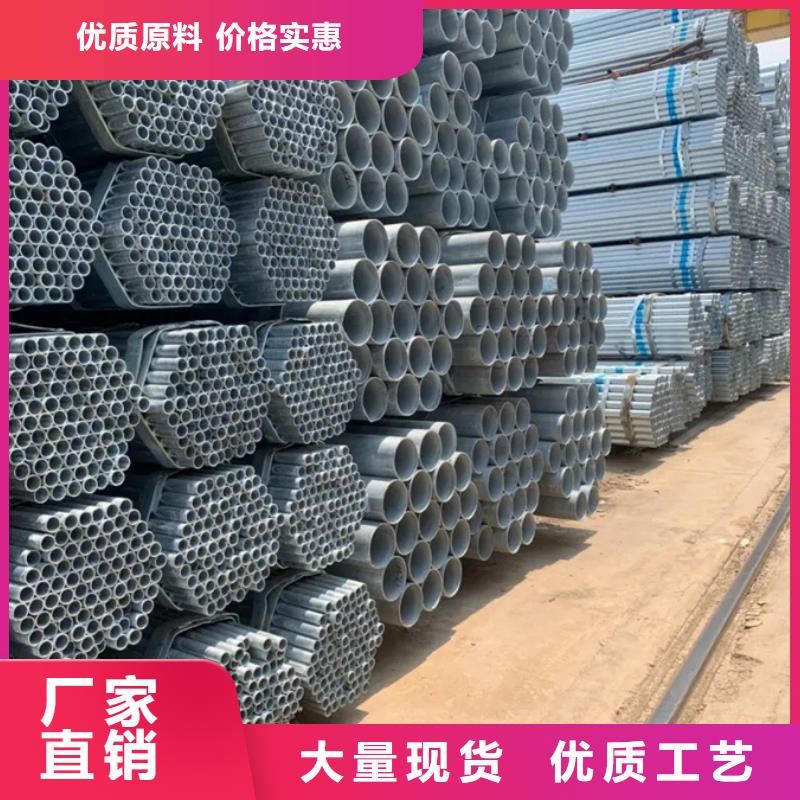
兰州Q355B镀锌管在切割成单根钢管后,每批三个钢管头都要经过严格的首检制度,检查焊缝的力学性能、化学成分、熔合情况、钢管表面质量和无损检测,以确保 制管工艺合格。 正式投产。 对焊缝上具有连续声波探伤标记的零件进行人工超声波和X射线复查。 如果确实存在缺陷,则在修复后,将再次进行无损检测,直至确认缺陷已消除。 带材对接焊缝和与螺旋焊缝相交的T形接头处的管材均采用X射线电视或胶片检查。 每根钢管都经过水压试验,压力径向密封。 试验压力和时间由钢管水压微机检测装置严格控制。 华尔钢Q355B镀锌管手工电弧焊向上焊是我国以往低压蒸汽管道施工现场的关键焊接方法。 很大,焊接效率有高有低。 手工电弧焊的向下焊接是1980年代从国外引进的焊接技术。其特点是支管间隙小,整个焊接过程采用大电流、双层、快速焊接的操作步骤,适用于流水线作业。由于每层焊接层的厚度都比较薄,可以根据后焊层对前焊层的热处理工艺效果来提高环焊缝的延展性。手工电弧焊方法灵活简单,适应性强。